
![SVS-VISTEK BeyondVisible<br>[SWIR]](https://www.jm-vistec.com/wp-content/uploads/2023/01/SVS-Beyong-Visible-300x300.png)






Our Successful Industrial Vision Solutions
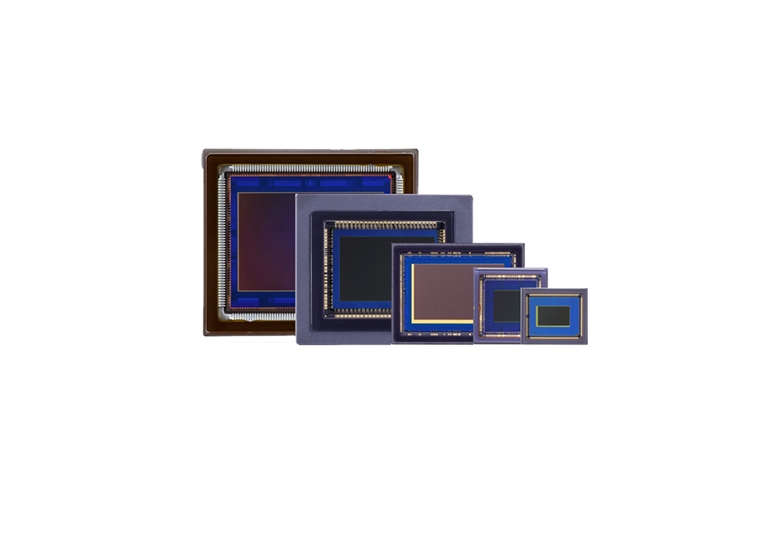
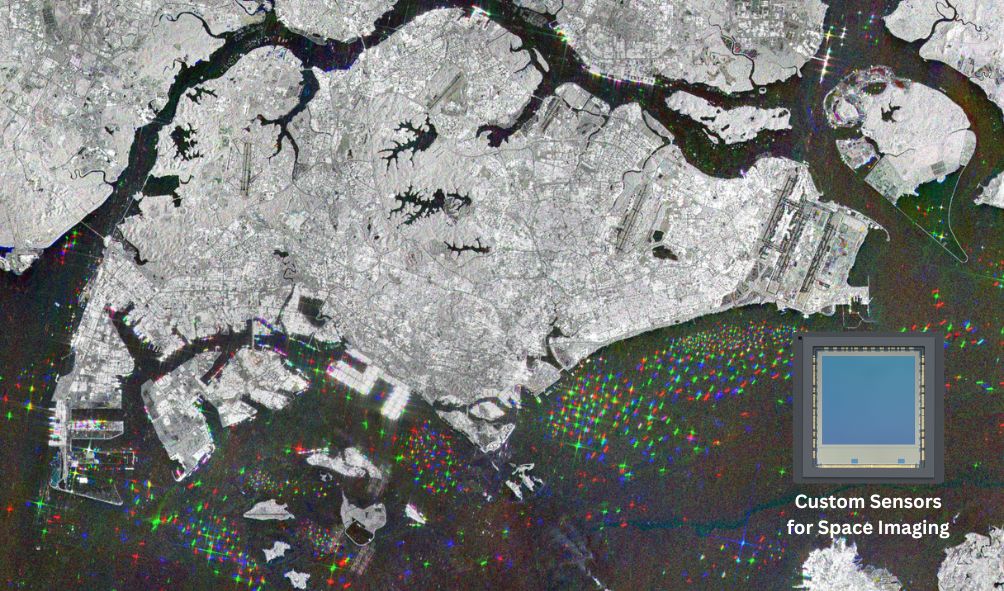
JM Vistec supplies imaging sensors specifically engineered for the space environment, from high-resolution TDI-CMOS line sensors for push-broom earth observation cameras, to radiation-hardened area array sensors for scientific instrumentation. Where no catalogue device meets your mission requirements, we design and build custom CMOS sensors around your specific payload needs.
Our team works with system integrators and satellite manufacturers to match sensor specifications to orbital parameters, optical designs, and mission lifetime requirements, whether that means selecting an existing device or developing one from the ground up.

Can Lid Code Pattern Inspection
Our system is designed to accurately inspect various code patterns on can lids, ensuring precise identification and quality control.
Pain Points:
Challenging Code Detection: Some code patterns blend with the background, making them difficult to distinguish and accurately detect.
High-Speed Inspection of Seat Belts – Cross Stitching
We developed a comprehensive machine vision system, combining advanced hardware and integrated software, to perform high-speed, precise inspection of seat belt cross stitching. This system ensures the accuracy and quality of every stitch, maintaining safety and compliance standards at scale.

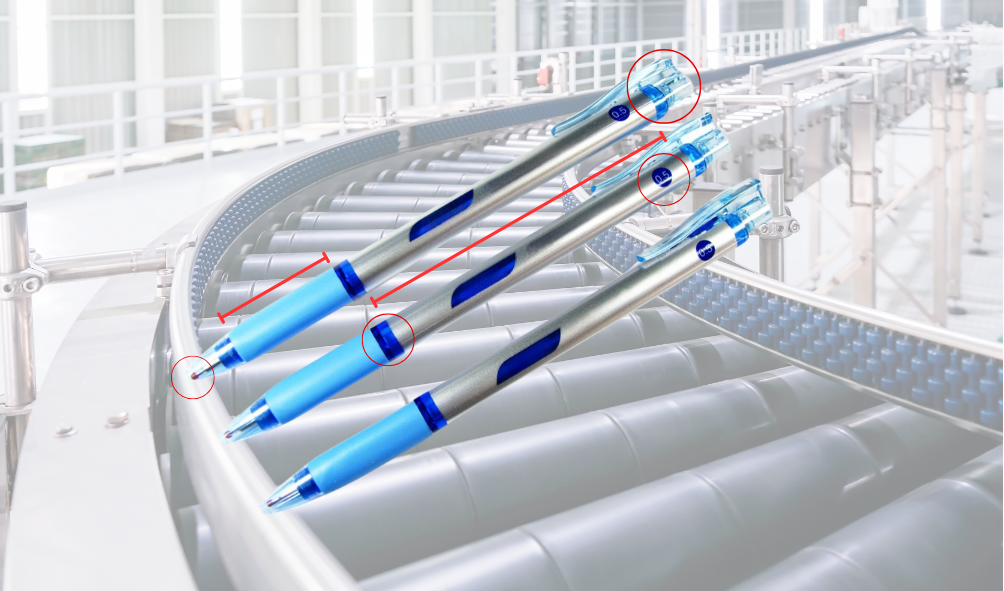
We developed an advanced AI Vision System designed to detect defects in pen components. This system performs precise analysis, establishing clear thresholds for Pass/Fail assessments to ensure consistent product quality.